Балки Б 5-18-2 - типовой конструктивный элемент для строительства промышленных зданий. Основное применение изделия заключается в благоустройстве покрытий производственных зданий с рулонной кровлей. Балки разработаны разных типоразмеров и с разной нагрузкой для применения в здания с пролетами 12, 15 и 18 метров с шагом колонн 12 м. Выпуск данных конструктивных элементов регламентирует Серия ПК 01-06. Балки изготавливаются двускатными с двумя укороченными опорами, в случае если будут опираться на подстропильные балки типа ББН или с одной укороченной опорой для опоры на подстропильную балку, колонну и опорную подушку. Изделия могут применяться в зданиях с покрытием крупнопанельными плитами, с подвесным транспортом и без, с фонарями и без них.
1.Расшифровка маркировки
Все железобетонные изделия имеют свое условное обозначение, данные балки не исключения. Для них разработана лаконичная маркировка на основании основных характеристик. Рассмотрим подробнее расшифровку марки Б 5-18-2 где:
1. Б5 - тип конструкции - балка предварительно напряженная укороченная с двух сторон;
2. 18 - длина пролета;
3. 2 - нагрузка.
Маркировка используется для обозначения изделия на рабочих чертежах и документах. Принято наносить маркировочные обозначения на каждое готовое изделие. Помимо маркировки на изделии проставляются штампы производителя и отдела ОТК.
2.Материалы и производство
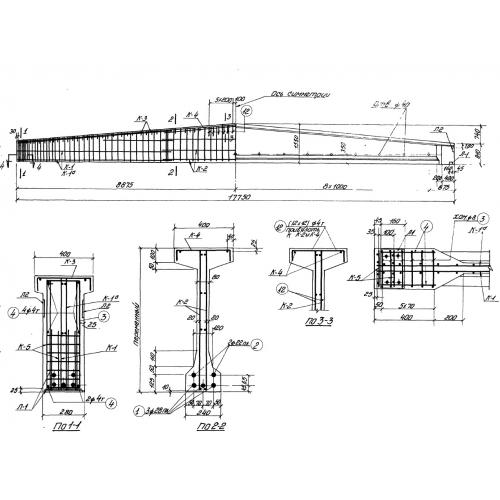
Балки изготавливаются в заводских условиях, с обеспечением пооперационного технологического контроля. Основными материалами, участвующими в производстве являются бетон и стальная арматура. Принято использовать тяжелый конструктивный бетон марок 400 и 500. Бетонирование балок осуществляется по стендовой технологии в рабочем положении. В качестве напрягаемой рабочей арматуры применяется низколегированная сталь периодического профиля класса 30ХГ2С по ГОСТ 5058-57. Арматурный каркас собирается из стали класса 25г2С и стальной углеродистой холоднотянутой проволоки ГОСТ 6727-23. Перед применением арматура должна быть очищена от масла и ржавчины. Натяжение арматуры следует производить перед бетонированием с передачей усилий натяжения на упоры. Процесс бетонирования производят непрерывно, но не более 2-х часов. После формования уплотняют бетон специальными вибраторами. К заказчику изделия доставляются только после достижения бетоном достаточной прочности.
Готовые изделия должны соответствовать рабочим чертежам. Габаритные показатели не должны превышать следующие значения: по ширине +-3мм., по толщине стенок +10 мм., по ширине опорной части -3 мм., по высоте сечений +- 5 мм. Качество и количество рабочей арматуры должно быть подтверждено актом на скрытые работы. Испытания балок проводятся по ГОСТ 8829-58. Все выступающие металлические части должны быть покрыты антикоррозийным слоем. Бетонная поверхность должна быть ровной без наплывов, трещин и раковин. Не допускаются бетонные обвалы с оголением арматурных стержней.
3.Транспортировка и хранение
Хранят балки на складе готовой продукции. Изделия, которые не прошли проверку, должны храниться отдельно. Температурный режим хранения нормативный документ не предусматривает. Конструкции складируют в вертикальном положении с обязательной опорой на инвентарные изделия. При транспортировании изделия должны быть надежно зафиксированы, чтобы исключить их непроизвольное поперечное или продольное смещение. Комплекс погрузочно-разгрузочных работ производить с соблюдением техники безопасности и технологических правил.